
Ein Artikel aus der TELEFUNKEN-ZEITUNG 1955

Die TELEFUNKEN-ZEITUNG wurde lange vor dem 2. Weltkrieg eingeführt und mußte im Krieg und noch lange danach pausieren. Die erste Ausgabe kam 1951 wieder heraus. Diese Zeitschrift ist zu unterscheiden vom Telefunken Sprecher und anderen Telefunken Publikationen. Hier wurden technisch interessante und hochwertige Artikel publiziert, wenig unqualifizierter Werbe-Schmalz wie in manch anderen Firmen-Postillen.
1955 - Die Bildröhrenfabrik in Ulm
TELEFUNKEN-ZEITUNG • Jg. 28, Heft 110 (Dezember 1955)
Von C. F. Huhn
.
Vor 40 Jahren - ein Rückblick

- Telefunken Senderöhre

Im Laufe des Jahres 1955 wurde in Ulm eine umfangreiche Anlage zur Herstellung von Bildröhren errichtet, von der eine besonders hohe Leistungsfähigkeit zu erwarten ist, da bei ihr Erfahrungen, die von Telefunken seit 1917 in der Massenherstellung von Vakuumröhren gesammelt wurden, berücksichtigt werden konnten.
Damals, vor fast 40 Jahren, begann in Berlin in der Friedrichstraße unter der Leitung von H. Rukop erstmalig die Fertigung größerer Stückzahlen (1.000 Empfängerröhren und über 100 Senderöhren je Tag), nachdem kleinere, laboratoriumsmäßige Herstellungen vorausgegangen waren.
Seitdem sind alle Arten von Röhren, die in der Nachrichtentechnik benötigt werden, von Telefunken gefertigt worden: Empfangs-, Gleichrichter- und Senderöhren, Spezialröhren für Mikrowellen, Subminiaturröhren und die Röhren für Oszillographie, Bildaufnahme und Bildwiedergabe.
1930 - Erste Fernseh- Bildröhre

- Der Fernsehempfänger von Loewe

Die Entwicklung der Röhren für Bildwiedergabe begann, nachdem Telefunken das Fernsehen 1930 erstmalig öffentlich vorgeführt hatte. Auf den nachfolgenden Funkausstellungen konnten jedes Jahr zahlreiche Neuerungen an Schaltungen und Röhren gezeigt werden. So wurde von Telefunken-Ingenieuren bereits im Jahre 1939 die Rechteckbildröhre geschaffen. Sie war wesentlich mitbestimmend für den damals geplanten Volks-Fernsehempfänger FE1, der bei Telefunken bereits 1939 in der Entwicklung fertig war.
1949 ging es weiter

- Telefunken Rechteckröhre

Durch den 2. Weltkrieg und dessen Folgeerscheinungen wurde das Fernsehen in Deutschland völlig lahmgelegt, und erst im Jahre 1949 zeigten sich die ersten Spuren seiner Wiederkehr. Telefunken begann die Fernsehentwicklung in den Werken Ulm (Röhren) und Hannover (Geräte) wiederaufzunehmen.
Mitte 1951 - ein Fernsehsender für Hamburg
Offiziell nahm dann das Fernsehen in der Bundesrepublik Weihnachten 1952 seinen Anfang. Damals waren bereits mehrere Fernsehsender in den wichtigsten Städten Westdeutschlands vorhanden. Der erste für den Betrieb bestimmte Fernsehsender nach 1945 war bereits Mitte 1951 von Telefunken für Hamburg geliefert, und ein 10kW Fernsehsender Ende 1952 in Langenberg aufgestellt worden.
Der Nordwestdeutsche Rundfunk begann seinen Betrieb mit einer von Telefunken gebauten Dezimeter-Richtfunkverbindung zwischen Hamburg und Köln mit Stichleitungen nach Langenberg und Hannover.
1951 - Noch gab es viele Zweifel
- Grundig legte mit dem Fernsehen bereits vor 1955 voll los

Es war keineswegs vorauszusehen, wann das Fernsehen in dem durch die Kriegsverluste geschwächten Westdeutschland einen bemerkenswerten Umfang erreichen würde.
Die Beobachtung des englischen und amerikanischen Marktes ließ aber auch für Deutschland ein Anwachsen der Nachfrage erwarten, so daß die Errichtung einer leistungsfähigen Fertigungsanlage begründet erschien.
Durch die räumliche Vereinigung der Bildröhrenfabrik mit der Oszillographen- und der Verstärkerröhren- Fabrik im Röhrenwerk Ulm ist die Gewähr gegeben, daß langjährige Erfahrungen, die hier bereits auf dem mechanischen, chemischen und vakuumtechnischen Gebiet gesammelt wurden, auf die Bildröhrenfabrikation übertragen werden.
Der Unterschied von Radioröhren zur Bildröhre
Die Bildröhrenherstellung unterscheidet sich in mancher Hinsicht erheblich von der Massenfabrikation von Rundfunkröhren, z. B. in folgenden Einzelheiten:
.
- 1. Die Bildröhrenglaskolben sind sehr sperrig und ziemlich leicht zerbrechlich. Dies bedingt besondere Transporteinrichtungen.
- 2. Bei der Herstellung gleichmäßiger Bildschirme muß auf äußerste Sauberkeit geachtet werden, da schon Spuren einzelner Fremdstoffe den Leuchtstoff vergiften oder Flecke verursachen können.
- 3. Die Zeit des Pumpvorganges ist erheblich länger als bei Empfängerröhren, und das zu evakuierende Volumen ist 1.000mal größer.
- 4. Die beim Einschmelzen, Ausheizen und Pumpen erforderliche Erwärmung des Kolbens führt zu Glasspannungen. Damit sich diese ausgleichen können, müssen die Kolben nach erprobten Schema jeweils langsam abgekühlt werden.
- 5. Es muß dafür gesorgt werden, daß bei Implosion einer Röhre die anderen durch die große, in diesem Fall freiwerdende Energie nicht gefährdet werden.
.
Die Gesamtanlage von Ulm

- Bild 1: Schema der Bildröhrenherstellung

Aus den obigen Gesichtspunkten ergibt sich der grundsätzliche Plan der Anlage:
Die Werkstücke müssen in einem ununterbrochenen Fluß das Werk durchlaufen (Bild 1). Die von der Glashütte kommenden Rohkolben werden an der Verladerampe abgeladen, wandern über die verschiedenen Arbeitsplätze und verlassen schließlich als fertige Bildröhren die Fabrik.
Für den Transport von einer Maschine zur anderen werden Hängebahnen verwendet. Sie sind so gestaltet, daß die Bildröhren der verschiedenen Typen (36cm, 43cm und 53cm Dmr.) leicht eingelegt und ohne wesentliche Erschütterungen befördert werden können. Die Transportbahnen sind in Übermannshöhe angebracht, um den Verkehr innerhalb der Fertigungshalle nicht zu stören. Nur dort, wo eine Abnahme oder ein Aufhängen der Kolben notwendig ist, werden sie soweit herabgeführt, daß das Personal das Werkstück in greifbarer Höhe vor sich hat.
Die Bundesbahn wird gebraucht
Für Anfuhr der Kolben und Abfuhr der fertigen Bildröhren wird vorzugsweise die Eisenbahn benutzt. Deshalb müssen die Läger, die zum Ausgleich zwischen dem diskontinuierlichen An- und Abtransport und der stetig arbeitenden Fertigung einzuschalten sind, in unmittelbarer Nähe der Gleisanlagen gelegen sein. Sie benötigen fast ebensoviel Fläche wie die eigentlichen Fertigungsstätten.
Darüber hinaus sind in der Fabrikation selbst gewisse Pufferlager für unfertige Röhren notwendig, da nicht immer mit einer vollkommen störungsfreien Fabrikation gerechnet werden kann.
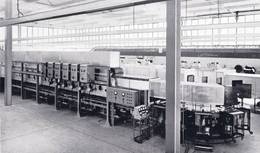
Solch ein Werk braucht viel Platz

- Bild 2: Bildröhrenhalle Ulm

Die Halle (Bild 2) hat eine Grundfläche von 3.200m2, eine durchschnittliche Höhe von 7,50m und ist in Stahlbeton, ihr Dach in Stahlkonstruktion ausgeführt.
Der gesamte Bau ist unterkellert, da viel Raum für die umfangreiche Wasseraufbereitungsanlage, für die Klimaanlage, die Stromversorgung und die Bade-, Wasch- und Garderobeneinrichtungen benötigt wird. Die außergewöhnliche Höhe der Halle war der Fertigungsmaschinen wegen nötig, dann aber auch, um günstige klimatische Verhältnisse für das in der Halle arbeitende Personal zu erhalten.
1955 - Je Monat sollen 50.000 Bildröhren gebaut werden
Der vorgesehene Fabrikationsumfang dieser Bildröhrenfabrik beträgt im Endausbau 50.000 Bildröhren je Monat. Hierzu werden drei parallel arbeitende Maschinensätze gebraucht, die nach eigenen Plänen konstruiert und zum großen Teil in eigenen Werkstätten gebaut worden sind. Die Wanderöfen in der Haupthalle und das aufgeheizte Fabrikationsgut strahlen viel Wärme in die Umgebung ab.
Um die Temperatur erträglich zu halten, wurde eine moderne Klimaanlage eingebaut, die je nach der Jahreszeit Wärme zu- oder abführt, ferner die Luftfeuchtigkeit regelt und Frischluft zuleitet. Spezielle Arbeitsvorgänge, auf die wir weiter unten näher zu sprechen kommen, verlangen besonders staubfreie Luft und gleichbleibende Umgebungstemperatur. Die hierfür bestimmten Arbeitsräume erhielten gesonderte vollautomatische Klimaanlagen.
Die Elektrizitäts- und Wasserversorgung
Die umfangreichen Öfen für die Fabrikationsvorgänge wurden mit elektrischer Heizung versehen, denn es sollte vermieden werden, der Luft in der Halle Sauerstoff durch Verbrennung zu entziehen. Deshalb war es unerläßlich, für die Bildröhrenfabrik und einen Teil der übrigen Gebäude eine neue Hoch- und Niederspannungsschaltanlage mit einem Anschlußwert von etwa 5.000kVA (ca. 5 Megawatt) zu beschaffen. Sie ist von der AEG gebaut und im Keller untergebracht. Bei Störungen im Hochspannungsnetz wird selbsttätig auf eine Not-Hochspannungsanlage mit 600kVA Anschlußwert umgeschaltet. Letztere ist über ein Sonderkabel mit der unabhängig arbeitenden Hausturbine des Kraftwerkes „Energie -Versorgung Schwaben" verbunden, die im Notfall unmittelbar die Versorgung von ausgewählten Maschinen übernimmt, deren Stillstand große Ausfälle und Verluste verursachen würde.
Einige Arbeitsgänge in der Bildröhrenfertigung erfordern Wasser von
recht hohem Reinheitsgrad. Zur Gewinnung dieses Reinwassers stehen drei Vollentsalzungseinheiten mit einer Durchflußleistung von je 5m3/h zur Verfügung. Es sind dies handelsübliche Anlagen von bekannter Funktion, die ein bereits ausgewähltes Brunnenwasser auf den erforderlichen Reinheitsgrad bringen. Er wird durch Leitfähigkeitsmessungen laufend kontrolliert.
Die Röhrenfabrikation
- Bild 3: 12teiliger Kolben-Waschautomat

Die Bildröhre ist in mancher Beziehung den Verstärkerröhren verwandt, insbesondere, was die Herstellung der Einzelteile, die Glühkathode, die Evakuierung und das Gettern betrifft. Jedoch hat sie einen die Herstellung außerordentlich erschwerenden weiteren Teil, wie er sich in kleinem Maßstab auch bei den „magischen Augen" findet, aber hier nun in mehr als 100facher Ausdehnung, nämlich den leuchtenden Bildschirm. Wie bei den Glühkathoden so sind auch bei den Leuchtschirmen viele physikalischen und chemischen Vorgänge zu beachten, die durch geringste Spuren von Verunreinigungen hervorgerufen werden können.
Deshalb muß schon die Reinigung der angelieferten Kolben mit größter Sorgfalt vorgenommen werden; für diesen Arbeitsvorgang wird ein 12teiliges vollautomatisches Karussell von rund 3m Durchmesser benutzt (Bild 3). Dabei wird in den Kolben mehrmals ein scharfer Strahl einer etwa 10%igen Flußsäure eingespritzt. Die an der Glasoberfläche haftenden Säurereste werden durch eine gründliche Wasserspülung entfernt. Das hierzu benutzte Wasser stammt aus der Entsalzungsanlage.
Die Herstellung des Bildschirmes

- Bild 4: Sedimentationsband

Nach dem Waschprozeß wird ein Leuchtstoffgemisch in bestimmter Schichtstärke und gleichmäßiger Verteilung im Innern des Kolbens auf die Frontplatte aufgebracht. Hierzu benutzen wir eine Suspension von Leuchtstoff in Wasserglaslösung. Die daraus durch Impfen mit Elektrolyten ausgeflockte Kieselsäure setzt sich gemeinsam mit dem in der Wasserglaslösung aufgeschlämmten Leuchtstoff allmählich unten im Kolben ab.
Die Kieselsäure altert im Laufe des Beschirmungsvorganges, sie verfestigt sich und schafft die Bindung zwischen Leuchtstoff und Glaswand. Nunmehr kann die überstehende Flüssigkeit vorsichtig ausgekippt und der mit der Leuchtschicht versehene Kolben getrocknet werden, was zusammen mit der eben beschriebenen Leuchtschichtaufbringung auf einem kontinuierlich laufenden Band von 12m Länge und 4,50m Höhe geschieht (Bild 4).
Während des Betriebes einer Bildröhre können Streuelektronen die Glaswand aufladen, so daß der Verlauf des Elektronenstrahls gestört wird. Um dies zu vermeiden, ist die Innenfläche der Kolben teilweise mit einer leitenden schwarzen Schicht überzogen, die außerdem die Zuführung der Hochspannung vom Anodenkontakt zum Elektrodensystem übernimmt und störende Lichtreflexionen an der spiegelnden Glaswand verhindert. Zum Einbringen der schwarzen Schicht dient eine Graphitaufschlämmung.
Der Aluminiumspiegel
In einem späteren Fabrikationsgang wird bei den meisten Typen unserer Bildröhren zur Verbesserung des Lichteffektes die Rückseite der Leuchtstoffschicht mit einer dünnen Schicht spiegelnden Aluminiums überzogen. Der von Natur aus körnige Leuchtstoff bietet zunächst keine gute Unterlage hierfür. Jedoch läßt sich die erforderliche glatte Oberfläche dadurch schaffen, daß man eine Kunststoffolie von wenigen „müh" Dicke über die Leuchtschicht legt.
Das hierfür vorzugsweise benutzte Verfahren besteht darin, den festgesinterten Leuchtstoff im Kolben abermals mit einer bestimmten Menge klaren Wassers zu übergießen. Nach Beruhigung der Wasserbewegung wird eine Lacklösung aufgetropft, die sich allseitig über die Wasseroberfläche ausbreitet. Sobald der größte Teil des organischen Lösungsmittels aus dem Lack verdunstet ist, wird das Wasser unter der nunmehr hinreichend festen Lackschicht weggekippt; sie legt sich dabei glatt über den Leuchtstoff.
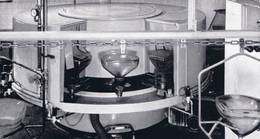
Die Folie wird mit Aluminium bedampft

- Bild 5: Aluminisierungskarussell


- Bild 6: Wanderofen zum Ausheizen des Leuchtstoffes Einzelteile, Montage, Einschmelzen und Evakuieren

Das Bedampfen dieser Folie mit Aluminium ist ein relativ einfaches Verfahren, wie es von vielen anderen Verspiegelungsprozessen im Vakuum her bekannt ist. Um einen gleichmäßigen Betrieb sicherzustellen, wird ein Karussell mit eingebauten Evakuierungseinheiten und Verdampfungseinrichtungen (Bild 5) verwendet.
Im Anschluß an das Schwärzen oder auch an die Aluminium-Bedampfung werden die Schichten im Kolben einem Ausheizprozeß unterzogen, und zwar in einem Wanderofen von 30m Länge bei Temperaturen bis zu etwa 380°C (Bild 6).
Die Folie wird wieder verbrannt
Seine verschiedenen Heizzonen werden durch vollautomatische Steuerung auf konstante Temperaturen gehalten. Durch das Ausheizen wird die Kieselsäurehaut im Leuchtstoff gut entwässert und dessen Haftfestigkeit verbessert. Weiterhin werden dabei verdampfbare Verunreinigungen aus der innen auf den Kolbenwänden aufgebrachten Kohleschwärzung ausgetrieben und der vor Bildung des Aluminiumspiegels eingebrachte Kollodiumfilm gegebenenfalls verbrannt.
Diese reinigende Wärmebehandlung sorgt auch für die Schonung des Treibmittels in den Diffusionspumpen. Außerdem ist sie für eine rationelle Kontrolle der Bildröhrenherstellung bedeutsam, denn es gibt Schirmfehler, die sich an dem präparierten Kolben nur beim Aufheizen auf höhere Temperatur entwickeln.
Ohne den Arbeitsgang „Ausheizen" würden sie sich erst nach dem Pumpprozeß bemerkbar machen, bei dem die Kolben zur gründlichen Entgasung auf etwa 400°C erhitzt werden. Dann würden die Schirmfehler den ohnehin kostspieligen Ausfall empfindlich verteuern.
Teile kommen aus dem Rundfunk-Werk von nebenan

- Bild 7: Einschmelzkarussell

Eine moderne Bildröhre hat im allgemeinen fünf Elektroden. Sie bestehen aus sorgfältig ausgewählten und erprobten Legierungen wie Bronze, Remanit u. ä. und werden nicht in der Bildröhrenfabrik sondern in unserer in Ulm auf dem gleichen Grundstück befindlichen Rundfunkröhrenfabrik hergestellt.
Nach dem Montieren dieser Teile auf einem gemeinsamen Preßglasfuß wird durch Einschmelzen des letzteren in den Kolbenhals die Röhre äußerlich fertiggestellt, und zwar auf einem speziell konstruierten Karussell (Bild 7).
Die Röhre wird "evakuiert"
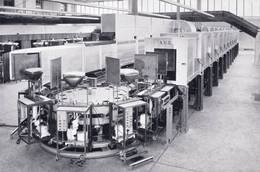
- Bild 8: Pumpeinheiten (Trollies)

Nunmehr ist die Röhre fertig zum Evakuieren. Die Anlage hierfür (Bild 8) besteht aus einer Kombination von Einzelpumpständen mit einer Art von laufendem Band, das einen feststehenden Ofen von 20m Länge durchwandert. Jede Röhre hat ihr eigenes Pumpaggregat. Es enthält eine zweistufige rotierende Vorpumpe und eine Öldiffusionspumpe mit eingebautem Kondensblech, welches die Diffusion von Öldampf in die Röhre verhindert. Weiterhin gehört zu dem Aggregat ein Wasserumwälzer, der die Kühlung von Diffusionspumpe und Kondensblech übernimmt. Die Pumpeinheiten sind als Wagen (Trollies) ausgebildet; 84 Einheiten fahren in Abständen von 0,65m auf einer in sich geschlossenen Ovalbahn. Mit ihnen durchwandern die oben auf den Pumpwagen aufgesetzten Bildröhren den Ofen.
Gleichzeitig wird auch entgast
- Bild 9: Generatoren für die Hochfrequenz-Entgasungseinrichtung

Während des Evakuierens werden die Kolben zum zweiten Mal gründlich entgast, die Systemteile mit Hochfrequenz ausgeglüht, und die Emissionsschicht wird umgesetzt. Aus glastechnischen Gründen muß der oben beschriebene Durchlaufofen Heizzonen von verschiedener Temperatur erhalten. Die Temperatur jeder dieser Zonen wird vollautomatisch über Regler den Bedürfnissen entsprechend eingestellt. Es ist leicht einzusehen, daß gerade die Pumpeinheiten laufend mit hochwertigen Instrumenten überwacht werden, da von diesem Arbeitsgang die Qualität der Bildröhren in höchstem Maße abhängt.
Es sei hier besonders auf die Hochfrequenz- Entgasungseinrichtungen hingewiesen, deren Bedienungsstände mit sechs voneinander unabhängigen Generatoren auf (Bild 9) links an der Seite des Ofens zu erkennen sind. Die Gefahr der gegenseitigen Beschädigung der Röhren durch Zerspringen wird durch Eisenblechkulissen zwischen den einzelnen Pumpwagen, die in (Bild 8) deutlich zu sehen sind, beseitigt. Nach dem Abschmelzen der Bildröhren von ihrem Pumpstand wird jede Röhre mit einem Stiftsockel versehen und formiert. Hierbei wird durch einen gesonderten Hochfrequenzvorgang der Getter verdampft.
Die Prüfung und abschließende Arbeiten
Die elektrischen und optischen Prüfungen der Röhren werden in Spezialmeßständen vorgenommen. An ihnen sind außer den Strom- und Spannungswerten das Kathodenbild, die Schirmhelligkeit, die Strahlschärfe und die Ausblendung zu beobachten. Schließlich sind die Röhren zur Ausbildung einer schaltungstechnisch notwendigen Kapazität auch außen mit einer leitenden Schicht zu versehen. Üblicherweise wird eine festgelegte Zone des Kolbens in einem besonderen Automaten mit einer Graphitaufschlämmung besprüht.
Der Unterdruck ist schon gefährlich
Eine Glasröhre von 15 bis 30 Liter Volumen ist nicht ungefährlich, da der evakuierte Kolben von der Last des äußeren Luftdruckes eingedrückt werden kann (Implosion).
Da die Bildröhren auch von Laien benutzt werden sollen, werden sie mit besonderer Vorsicht bemessen, so daß größte Festigkeit gewährleistet ist. Jede Bildröhre wird außerdem nach Evakuierung und Fertigstellung mit einem äußeren Überdruck geprüft, wie er unter normalen Betriebsbedingungen niemals auftreten kann. Einige wenige Röhren sind dieser ungewöhnlichen Überbelastung allerdings nicht gewachsen und werden zerstört. Dieser Ausfall wird aber in Kauf genommen. Auf die Röhren, die diese scharfe Prüfung überstanden haben, kann sich der Kunde verlassen. Eine Implosion dieser Röhren ist bei sachgemäßer Behandlung nicht mehr zu befürchten.
Jetzt kommt noch jede Menge Telefunken "Eigenlob".
Um eine zuverlässige Qualität des Fertigproduktes zu gewährleisten, sind zwischen den einzelnen Fabrikationsgängen Kontrollen eingeschaltet. Es ist wirtschaftlicher, Zwischenprüfungen einzuführen, statt ein fehlerhaft gewordenes Werkstück das ganze Fabrikationsverfahren durchlaufen zu lassen.
Vor Auslieferung an den Kunden werden die Röhren nach einer mehrwöchigen Lagerzeit nochmals einer elektrischen Kurzprüfung auf inzwischen etwa aufgetretene Fehler, also hinsichtlich ausreichender Isolation, richtiger elektrischer Daten und Freiheit von Gasresten unterzogen.
Durch diese strenge Überwachung des Endproduktes und der einzelnen Arbeitsvorgänge sowie durch die gleichmäßige Fertigung mit neuzeitlichen, vollautomatischen Maschinen ist die Gewähr für eine unveränderte Güte der Telefunken-Bildröhren gegeben.